
Products
Customized solutions for motor production lines
18-YEAR MATANLESS CRAFTSMANSHIP
Intelligent
Flexible
Digital
Networked
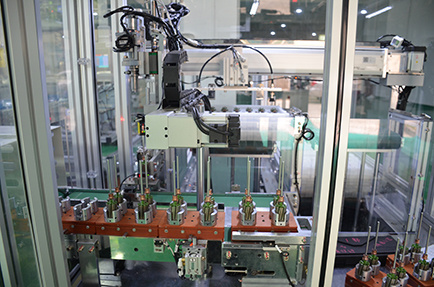
Double Flyer Rotor Assembly Line
This double flyer rotor production line is 3or 4 times more efficient than others on the market today. Fully automatic loading and unloading, only one person is required to operate. the equipment is compact,has a smaller footprint and uses the space reasonably. it consists of core loading, winding, spot welding, polishing, inspection, unloading and other processes
ONLINE CONSULTATIONproduct details
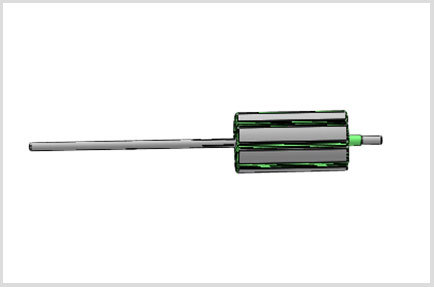
Split-graph
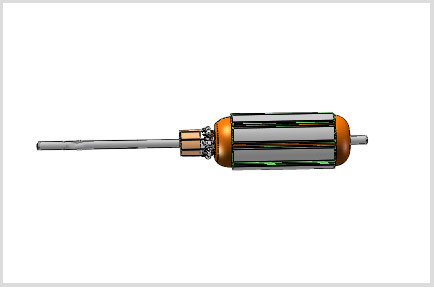
Finished-product-drawing
Local graph
Advantages
-
01
4-station forks wind and 4 stations load and unload material. At the same time, automatically handle wire head and tail quickly.Don’t waste copper wire. Defect rate is under 5%.
-
02
Different process equipment could be added to rotor assembly phase.
-
03
Could trace the finished rotor to the corresponding head and fork to and mark
-
04
Spot welding uses single spot welding way. Monitor pressure. Electrode life measurement can be set.
-
05
The armature air-cooled mechanism could reduces the welding temperature to normal temperature quickly and smoothly.
-
06
The armature tester can be specified by the customer.After turning, the height gap between each commutator piece is equal to or less than 0.005mm.
Equipment parameters
-
Production efficiency
-
8s/pcs
-
Scope of application
-
Customizable
-
Loading mode
-
The mechanical arm clips the rotor from the positioning plate and loads it.
-
Unloading mode
-
Transported by Belt
-
Gas pressure
-
0.4-0.6MPa
-
Power supply
-
220v
Recommended Products




Contact Honest and Reduce Your Labor Cost Now
x
Chat online Now
We are here to answer all your questions about our products.
