
标签导航
News Center
W-Pin Motor Stator Process Flow and Advantages
Published on.
2025-05-28 11:24
Source
As is well known, the energy conversion efficiency of electric motors is around 90%, meaning that losses account for approximately 10%. Within the energy losses of a motor, copper loss, which is the heat generated by the current passing through the stator winding, constitutes about two-thirds of these losses.
By adopting flat wire motors, the round wire windings are replaced with flat wire windings, increasing the amount of copper per unit area on the stator. This increases the copper fill factor to 20% to 30%, meaning more copper is packed into the stator slots. This effectively reduces winding resistance, and the lower the resistance of the winding, the higher the electrical efficiency. Consequently, it reduces copper losses.
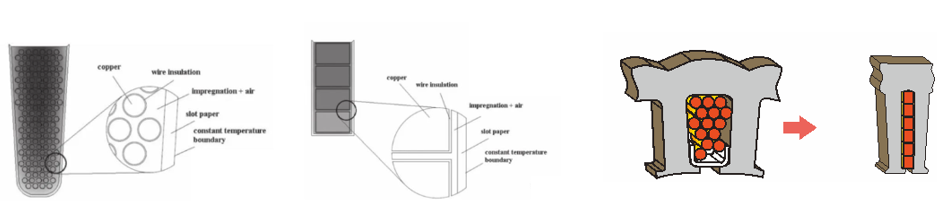
Having more windings increases the surface area of the copper wires, and when alternating current flows through a conductor, there is a noticeable skin effect. A larger conductor surface area results in lower resistance, which in turn improves efficiency. Therefore, by optimizing design factors such as slot height and flat wire dimensions, there can be a significant reduction in the AC copper losses in the winding.
The development of flat wire motor structures has led to the evolution of various winding forms. Among them, the most commonly used Hairpin winding, due to its cost advantages, has become the most mature and prevalent. Approximately 90% of flat wire motors in the market are Hairpin flat wire motors, while I-pin and W-pin make up the remaining 10%. Of course, there are many other new winding forms, including U-pin, X-pin, and W-pin, to name a few.
W-pin is also one of the main winding forms for the future. The current constraints on its development lie in its manufacturing process, as it is the most complex among all the mentioned winding forms. However, comparatively, it offers the highest efficiency.
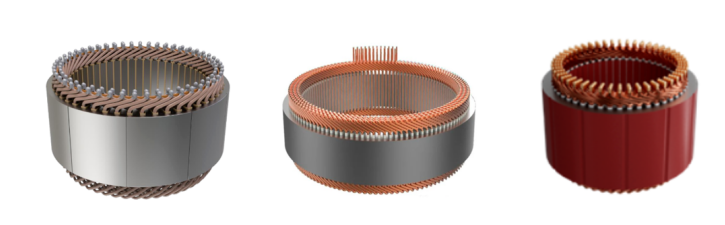
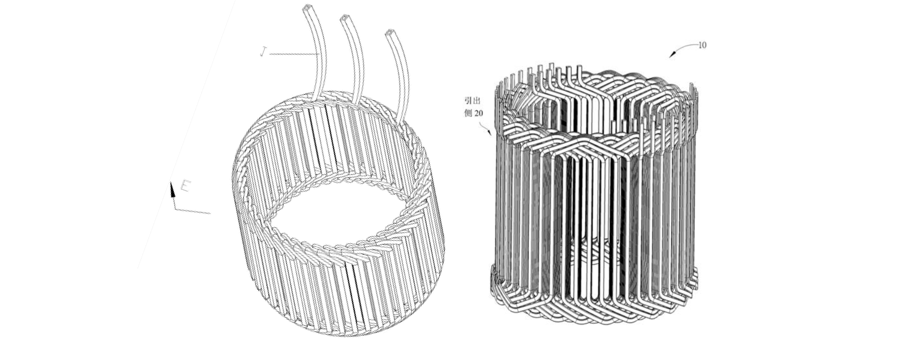
Continuous hairpin or wave winding, abbreviated as W-pin, is about 30% shorter in stator length compared to other winding forms, while its torque density increases by more than 50%. Additionally, W-pin occupies less space than Hairpin and is better suited for the current trend of 800V oil cooling.
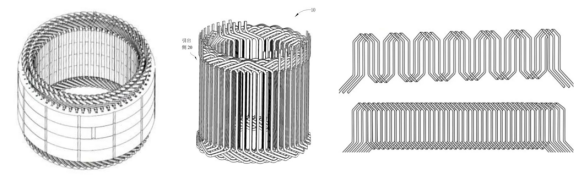
W-pin is divided into continuous wave winding and segmented wave winding. After forming, there is no need for welding at both ends of the winding, resulting in lower ends of the winding. Additionally, W-pin winding design is highly suitable for multi-slot, multi-layer motor designs. However, achieving the integral molding of its coils is extremely challenging and requires the stator slot to have an open design to allow radial embedding of the winding.
The following are the W-pin manufacturing process, the advantages and disadvantages of W-pin, as well as the process advantages compared to Hairpin motor.
W-pin Manufacturing Process Flow:
Slotting Bottom Paper→Winding Wire Shaping→Lead Wire→Coiling Wire→Embedding Wire→Insert Slot Cover→Three-Phase Wire Welding→Drip Immersion→Test
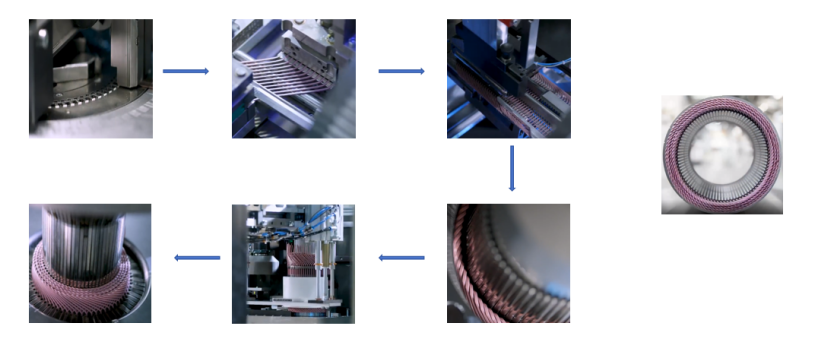
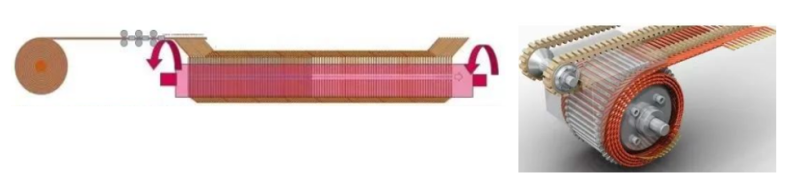
Wire Forming: (Wire Coiling, Copper Wire Conveyance, Copper Wire Straightening, Wire Drawing, Cutting, First-stage Integral Shaping) Copper wires are coiled, straightened, conveyed, cut, and then undergo mold stamping for the initial integral shaping.
Wire Arrangement: (Insulation Removal, Transfer, Wire Arrangement, Fixture Pressing, Inspection) The wires, after removing the insulation, are arranged in accordance with the stator winding method on the parallel wire fixture and securely pressed.
Coiling: (Winding Fixture Rotation, Compression, Shaping, Transfer) The winding is wound from the parallel wire fixture onto the internal support fixture.
Embedding: (Pressing Down, Embedding) The winding is mechanically pressed into the stator iron core from the coiling fixture.
Slot Cover: (Slot Cover Paper Shaping, Guiding Mechanism Insertion) After the paper is shaped into a C-shaped slot cover, it is inserted into the stator iron core after embedding the wires, enveloping the copper wires.
Additionally, there is another method where the winding is first wound onto the tooth shaft and then enclosed in an iron core sleeve from the outside. This method resolves issues like winding damage during insertion into the iron core and addresses stator slot problems, resulting in lower torque ripple. However, every advantage comes with its disadvantages, such as increased magnetic leakage and an additional air gap, which inevitably requires more magnetic materials.
Challenges in the W-pin Manufacturing Process:
1. During the wire forming process, uneven stress on the copper wires can lead to localized stretching, increasing the risk of breakage.
2. Each individual wire undergoes straightening, reaching a length close to 10 meters, but post-forming, the overall length becomes shorter, making it prone to bending during the forming and transfer processes.
3. After forming, the wire dimensions are unstable and may not meet the requirements for subsequent processes such as wire arrangement and embedding.
4. The stator winding method has a significant impact on the wire arrangement process. Cross-arrangement methods involve complex actions, making automation challenging.

5. How to prevent damage to the copper wire insulation, improve the accuracy of wire arrangement, and ensure a tight fit of the winding compression.
6. Slot covers near the edges of the insulation paper are not easy to insert, posing a risk of protruding into the iron core inner diameter and causing insulation issues.
Advantages of W-pin Compared to Hair-pin:
1. Both ends of the W-pin wave winding have no welding points, saving the straight sections required for welding. Additionally, the coating process is eliminated. Under the same wire diameter and span, the height of the product ends can significantly decrease compared to Hairpin motor.
2. No need for flaring or end welding processes. For a 10-layer W-pin wave winding product, the end diameter is approximately 20mm shorter compared to Hair-pin. This is because Hair-pin requires a minimum 2mm gap between the welding points to ensure insulation, resulting in larger winding dimensions.
3. No need for cutting the ends or wires. W-pin has a higher copper wire utilization rate, while the cutting process in Hair-pin generates some copper waste.
4. No welding is required. W-pin has relatively lower quality risks, while Hair-pin has a higher number of welding points, making quality control more challenging and resulting in lower yield rates for its products.
5. No need for insulation removal, cutting, or welding processes. W-pin offers better cleanliness control and is more suitable for oil-cooled motors, while Hair-pin's cleanliness control is relatively more challenging.
Advantages and Disadvantages of W-pin
Disadvantages:
1. Once issues with insulation or other problems arise in W-pin winding, repairing the entire wire is much more challenging than Hair-pin winding. Sometimes, it involves multiple layers of braided structures, and repair is virtually impossible.
2. W-pin winding requires repetitive bending and threading from both forward and reverse directions to ensure smooth threading in each slot. Maintaining the straightness and insertion direction of the wire after bending is crucial.
3. Due to rebound positions within the internal wire of W-pin winding, controlling the consistency of the braiding structure, especially at the ends, is difficult.
Advantages:
1. W-pin winding eliminates the need for welding points and busbar connections at the ends, unlike Hair-pin winding. Only local welding points, including neutral points, output lines, and parallel connections, are present. This eliminates many processes and significantly reduces manufacturing costs.
2. At the ends of the W-pin winding, no welding is required, and its length is much shorter than Hairpin.

3. W-pin winding offers superior NVH (Noise, Vibration, and Harshness) performance, reducing torque ripple, which is the periodic increase and decrease in torque output as the motor shaft rotates. This results in a smoother operation.
The ZF EVSys800, a rare-earth-free electric drive, utilizes W-pin winding and braiding technology, which reduces the installation space in the length direction by 50 millimeters, making the electric drive system more compact.

Lucid's multi-layer flat wire winding is also a W-pin winding. Its stator only has 24 welding points connected to the inverter. The winding is prepared separately and then embedded into the stator core to create a complete stator. Each stator slot contains 8 flat wires. It's worth noting that Lucid is the world's first manufacturer to mass-produce using 8 flat wires.
HONEST Automation: Your Trusted Partner for Hairpin, X Pin, and Mini Pin Motor Solutions
HONEST Automation specializes in delivering advanced, fully automated winding and assembly equipment for Hairpin motors, X-pin motors, and Mini-Pin motors. With years of experience in motor production automation, we provide high-efficiency, high-precision solutions tailored to meet the demands of new energy vehicles, smart appliances, and industrial motors.
In addition to complete production lines, we offer motor prototyping and small-batch manufacturing services to support product development, testing, and market launch.
Whether you are launching a new motor program or optimizing your current production process, HONEST Automation delivers customized equipment and expert technical support to meet your goals. Feel free to contact us via phone, email, or online message—our team typically responds within a few hours to provide professional guidance and tailored solutions.
Related News






Contact Honest and Reduce Your Labor Cost Now
x
Chat online Now
We are here to answer all your questions about our products.
